

Custom sportswear production is transforming with energy-efficient methods that reduce waste, cut costs, and meet performance demands. Here’s what you need to know:
- The athletic apparel market is valued at $400 billion, growing 12% annually.
- Consumers demand high-performance gear made with eco-conscious processes.
- Key innovations include waterless dyeing, solar-powered facilities, and automated manufacturing, which can boost production efficiency by 30% and cut energy waste significantly.
- Materials like recycled polyester (rPET), organic cotton, bamboo viscose, and Tencel offer high performance while lowering energy use.
- Advanced methods like digital pattern-making, 3D printing, and sublimation printing reduce material waste and energy consumption.
- Renewable energy solutions, such as solar panels and heat recovery systems, lower factory emissions and operational costs.
Wooter Apparel exemplifies this shift with sublimation printing and on-demand production, delivering durable, lightweight, and breathable sportswear while minimizing waste. These practices help reduce carbon emissions by 40-60% and water usage by up to 90%. Energy-efficient manufacturing is reshaping the industry, proving that performance and eco-consciousness can coexist.
How Sportswear Factories REALLY Make Your Clothes!
sbb-itb-4d95ad3
Materials That Reduce Energy Use
Choosing the right materials plays a big role in cutting down the energy used during manufacturing. The type of fabric selected can directly impact energy consumption, and with thoughtful choices, brands can lower energy use while still meeting the high-performance standards athletes expect. These advanced materials not only improve production efficiency but also open doors to innovative manufacturing techniques.
Recycled Polyester (rPET)
Recycled polyester, or rPET, is made from post-consumer plastic bottles that are cleaned, shredded, melted, and turned into new fibers. This process skips the energy-heavy steps of extracting and refining crude oil, making it a more efficient alternative to producing virgin polyester. The best part? rPET matches virgin polyester in key areas like moisture management and abrasion resistance, ensuring no compromise on performance.
Organic Cotton and Bamboo Viscose
Organic cotton is grown without synthetic fertilizers or pesticides, which helps cut down on the energy tied to chemical production. Bamboo, with its rapid growth and minimal chemical needs, allows for a more energy-efficient viscose production process. These materials work great for base layers, training shirts, and casual team apparel, offering comfort and reliable moisture management.
Tencel (Lyocell)
Tencel stands out for its closed-loop production system, which recycles and reuses most of the solvent used during processing. This method drastically reduces waste compared to traditional processes. Made from sustainably harvested wood pulp, Tencel fibers are soft, breathable, and moisture-wicking. Its antibacterial properties and efficient production make it an excellent choice for a variety of applications.
Manufacturing Methods That Lower Energy Consumption
Cutting-edge production techniques are playing a vital role in reducing energy consumption in the creation of custom sportswear. These methods not only conserve energy but also ensure high performance, working hand-in-hand with energy-efficient materials to create a more sustainable production process.
Waterless and Low-Water Dyeing
Traditional dyeing processes use vast amounts of heated water, but newer technologies are changing the game. Waterless and low-water dyeing methods, like NTX® Cooltrans®, employ a transfer-printing approach that applies color precisely where needed. This process operates at lower temperatures and requires only a light rinse instead of multiple energy-intensive washes.
"The NTX® Cooltrans® technology is a game-changer for the textile industry. By using a unique combination of low-temperature dyeing and innovative transfer printing techniques, it is able to significantly reduce energy and water usage by up to 65% and 90% respectively compared to traditional coloration methods." – NTX
Facilities using waterless dyeing also avoid the need for large-scale wastewater treatment systems, further reducing operational energy. These dyeing techniques work seamlessly with a variety of sportswear fabrics, including cotton, polyester, and knits, making them a key part of a low-energy production cycle.
Digital Pattern Making and 3D Prototyping
Digital tools are revolutionizing the manufacturing process, from concept to completion. Digital pattern-making software creates highly efficient cutting patterns that minimize fabric waste, while digital mockups and tech packs eliminate the need for multiple physical prototypes. This approach saves materials, improves production efficiency by approximately 30%, and reduces the time needed to produce customized samples to just five days.
Additionally, real-time monitoring ensures consistent, defect-free quality, preventing the energy waste associated with re-manufacturing faulty garments.
Automated Cutting and 3D Printing
Automated cutting and additive manufacturing (commonly known as 3D printing) take digital efficiency to the next level. Additive manufacturing constructs garments layer by layer from a digital model, using only the exact amount of material needed. This reduces material waste, which can otherwise reach up to 30%.
In January 2020, the ZER Collection, co-founded by Núria Costa and Ane Castro, showcased this approach with BCN3D Sigma printers using IDEX technology. By digitizing patterns and 3D printing flexible TPU fabrics, they brought fabric waste down from the standard 30% to nearly zero. They even recycled old garments into printable filament, demonstrating a closed-loop production model.
These technologies also enable on-demand manufacturing, which eliminates overproduction, reduces excess inventory, and prevents the disposal of unsold stock. By localizing production, digital methods further cut down on energy use related to shipping.
Using Renewable Energy in Production Facilities
Switching to renewable energy helps production facilities cut down on their carbon footprints. By reducing dependence on fossil fuels, factories can significantly lower emissions and operate more sustainably.
Solar Panels and Heat Recovery Systems
Solar power is a top choice for sportswear manufacturers aiming to minimize carbon emissions. Factories with large roof spaces can install solar panels to generate electricity for machinery and equipment. For example, Nike’s factory in Mexico installed rooftop solar panels in July 2025, covering 70% of its electricity needs. This change cut carbon emissions by 12,000 tons annually. Similarly, a Turkish factory supplying H&M saw a 30% drop in electricity costs after adopting solar energy.
Heat recovery systems work hand-in-hand with solar installations by capturing thermal energy from processes like dyeing, drying, and finishing. Instead of letting this heat escape, these systems repurpose it for heating, reducing reliance on fossil fuels. White2Label Manufacturing highlighted the benefits:
"By harnessing waste heat, apparel manufacturers can reduce their reliance on fossil fuels and run leaner, more cost-effective operations".
When combined with solar power, heat recovery systems make a big impact. For instance, garments made using renewable energy produce about 2.1 kg of CO₂ emissions per item, compared to 4.5 kg with traditional methods.
LED Lighting for Production Facilities
Upgrading to LED lighting is another simple yet effective way to improve energy efficiency. LEDs use much less electricity than conventional lighting, last longer, and require little maintenance – perfect for factories running long hours. This shift not only reduces energy costs but also ensures that renewable energy resources are used more efficiently, focusing on powering essential manufacturing equipment. Together, these renewable energy solutions and efficiency upgrades help decrease the environmental impact of custom sportswear production.
Advantages and Limitations of Energy-Efficient Methods
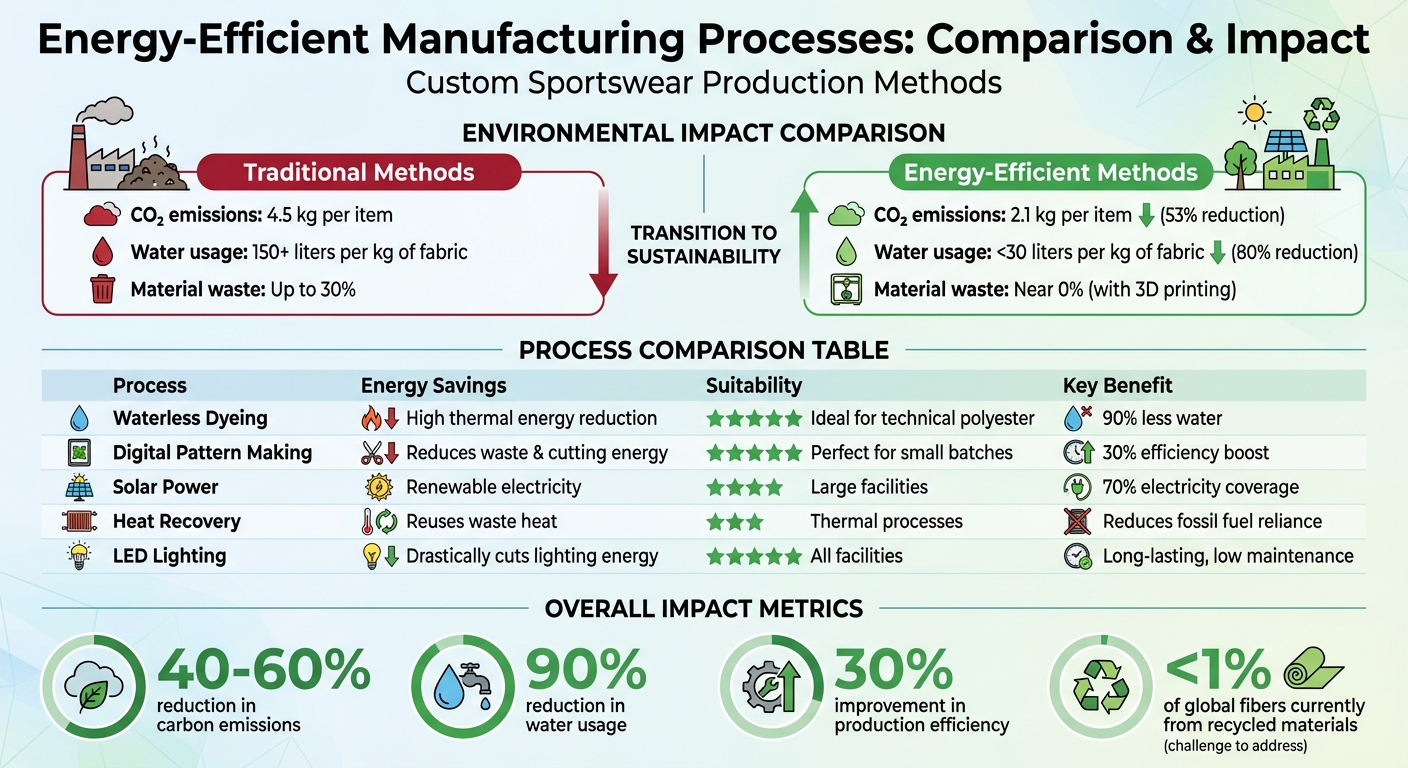
Energy-Efficient Sportswear Manufacturing: Process Comparison and Environmental Impact
Advancements in materials and production techniques have brought both opportunities and challenges to energy-efficient manufacturing, particularly in custom sportswear.
One of the standout benefits is the reduction in carbon emissions. For instance, garments made using renewable energy can produce around 2.1 kg of CO₂ per item, compared to nearly 4.5 kg with conventional methods. Water savings are equally impressive – switching to closed-loop systems can cut water use from over 150 liters per kilogram of fabric to less than 30 liters. These efficiencies not only lower operational costs but also help manufacturers comply with regulations like New York’s Fashion Act.
However, the transition to these methods comes with steep upfront costs. Upgrading to electric boilers or heat pumps requires significant investment, often with payback periods exceeding two years. In regions like Bangladesh – where 83% of emissions in the textile industry stem from on-site fossil fuel use – many factories face financial hurdles in adopting these technologies. Compounding the issue, about two-thirds of major fashion brands fail to provide financial support for supplier climate initiatives, leaving manufacturers to bear these costs alone.
Infrastructure challenges further complicate matters. In countries such as China, India, and Vietnam, coal-based energy grids dominate, limiting the impact of even the most efficient on-site processes. Custom sportswear production adds another layer of complexity, as it relies on lightweight, high-stretch fabrics that require specialized machinery to minimize waste and maintain quality. Additionally, blended textiles like those containing elastane – common in performance wear – are notoriously hard to recycle, with less than 1% of global fibers derived from recycled materials.
Despite these obstacles, there are actionable strategies to boost energy efficiency. Predictive analytics can help cut energy waste caused by overproduction, while LEAN manufacturing methods optimize machinery use and reduce idle energy consumption. Programs like those offered by the Apparel Impact Institute provide collective financing options to ease the financial burden of technology upgrades. Addressing these challenges while adopting these strategies is essential to reshaping custom sportswear production.
Process Comparison: Energy Savings and Applications
The table below highlights the energy savings and suitability of various processes for custom sportswear production:
| Process | Energy Savings | Suitability for Custom Sportswear | Examples |
|---|---|---|---|
| Waterless Dyeing | Cuts thermal energy use significantly | High – ideal for technical polyester fabrics | Advanced waterless dyeing techniques |
| Digital Pattern Making | Reduces fabric waste and cutting energy usage | Very high – perfect for small-batch orders | 3D prototyping for team uniforms |
| Solar Power | Provides renewable electricity contributions | High – works well in large-scale facilities | Generic solar installations |
| Heat Recovery Systems | Reuses waste heat to reduce fossil fuel reliance | Moderate – best integrated into thermal processes | Using waste heat from dyeing for heating |
| LED Lighting | Drastically cuts energy use for lighting | Very high – applicable to all production setups | Standard LED upgrades for continuous operations |
How Wooter Apparel Uses Energy-Efficient Production
Wooter Apparel has embraced energy-efficient practices by combining advanced digital tools with innovative production techniques to cut down on waste and energy consumption.
A cornerstone of their approach is sublimation printing, a method where dye is embedded directly into polyester fibers rather than being applied on top. Since its founding in 2014, Wooter Apparel has relied on sublimation as the backbone of its production model for custom sports uniforms, covering sports like basketball, football, baseball, and soccer.
Here’s how sublimation works: the dye is transformed into gas under high heat, bonding permanently with the polyester fibers. This five-step process can produce custom uniforms in just 2–3 weeks, avoiding the waste typically associated with screen printing. Teams can use unlimited colors and intricate designs without adding extra steps or consuming more energy – a game-changer for small-batch orders. This method integrates perfectly with Wooter’s digital production system.
Their digital platform supports on-demand production with no minimum order requirements, which eliminates energy waste caused by overproduction.
Another key advantage is the durability of sublimated uniforms. Because the dye becomes part of the fabric itself, logos and numbers don’t crack, peel, or fade, significantly extending the lifespan of the garments. Tony Leach, founder of Prep Ball Stars, highlighted this benefit:
"What I appreciate the most about Wooter is the design flexibility. They have brought my designs to life and have even incorporated their unique design touches."
This extended durability aligns with Wooter’s energy-conscious production philosophy.
Wooter Apparel’s sublimated gear isn’t just long-lasting; it’s also lightweight, breathable, and maintains its quality through countless washes. Chriselle "Kookie" Taloma from Basketball Beauties League spoke about the practical benefits:
"Looks are everything when drawing attention to what you are doing, so partnering with Wooter to create a more professional look is huge for us. In addition, the ladies love them and the fabric performs exceptionally."
Unlike traditional methods that result in stiff or heavy garments, sublimation preserves the fabric’s natural softness and stretch. This makes it ideal for high-performance sportswear, meeting both functional and aesthetic needs.
Conclusion
Energy-efficient production is revolutionizing the custom sportswear industry by blending advanced materials with cutting-edge methods. These innovations deliver both environmental and business benefits without sacrificing quality. For instance, recycled polyester reduces carbon emissions by 80%, while waterless dyeing techniques cut water usage by 90% compared to traditional methods. Materials like rPET and Tencel rival virgin fabrics in moisture-wicking, durability, and stretch, proving that sustainability doesn’t mean compromising performance.
The economic advantages are just as compelling. Brands adopting these sustainable practices report notable market growth and reduced operational costs. From material selection to renewable energy use, the custom sportswear sector is undergoing a transformation driven by these practices.
Wooter Apparel exemplifies this shift by integrating sublimation printing and digital production systems that minimize waste. Their approach combines low-water dyeing techniques with on-demand manufacturing, eliminating the inefficiencies of overproduction. The result? Durable, high-performance sportswear that retains its quality even after numerous washes.
For teams, sustainable outfitting is now a practical choice. Energy-efficient manufacturing can cut your environmental impact by 40-60% while maintaining the performance standards athletes rely on. Wooter Apparel offers custom long sleeve t-shirts and uniforms that seamlessly blend energy efficiency, durability, and top-tier performance. Plus, their free design services make it simple to create team gear that excels on the field while supporting sustainability goals.
FAQs
How can I tell if recycled polyester is truly rPET?
To make sure recycled polyester is genuinely rPET, check that it’s sourced from certified suppliers who prioritize responsible practices. Typically, rPET is created from recycled plastic bottles, which helps reduce waste headed to landfills and oceans. Look for supplier transparency or certifications to verify its authenticity.
Which energy-saving method matters most for small custom orders?
Sublimation printing stands out as an energy-efficient option, especially for small custom orders. It operates at lower temperatures, eliminates water-heavy processes, and is cost-effective for smaller production runs. This method not only conserves energy but also delivers top-notch results, making it a perfect choice for producing custom sportswear.
Do sublimated uniforms stay breathable after many washes?
Sublimated uniforms maintain their breathability even after multiple washes. This is because the sublimation process embeds the ink directly into the polyester fibers, leaving the fabric’s pores unobstructed. As a result, these uniforms continue to offer excellent ventilation and moisture-wicking properties over time.