

Smart fabrics are changing team uniforms by integrating technology directly into materials. These fabrics monitor performance, regulate body temperature, and reduce waste through eco-friendly innovations. Key advancements include:
- Biometric sensors: Track metrics like heart rate and hydration using conductive yarns.
- Temperature-regulating materials: Maintain comfort with phase-change fabrics and graphene.
- Sustainable materials: Use recycled polyester (rPET), biodegradable fibers, and mycelium leather to lower waste.
By 2026, the smart textiles market is projected to reach $9.61 billion, driven by features like energy-harvesting fabrics, touch-sensitive materials, and AI-powered customization. These developments not only improve athletic performance but also address sustainability concerns. However, challenges like data privacy and washability remain.
Smart fabrics are transforming team apparel into performance-driven, tech-enabled solutions, offering teams modern tools for both functionality and durability.
Smart Fabrics Invented by AI Are Coming to Your Clothes
sbb-itb-4d95ad3
Core Technologies in Smart Fabrics
The magic of smart fabrics comes down to three main technologies: conductive yarns for tracking movement, materials that adjust to temperature changes, and eco-friendly fibers designed to minimize waste. Together, these advancements create performance-enhancing apparel for athletes, blending functionality with innovation.
Biometric Sensors for Performance Tracking
Smart fabrics integrate conductive yarns – typically made of nylon and elastic fibers coated with a thin layer of silver – to monitor athletic performance without the need for bulky gadgets. With the help of compact, detachable microcontrollers, these sensors can measure a range of metrics like joint movement, heart rate, respiration, body temperature, hydration levels, and muscle activity.
A standout example comes from Dartmouth College‘s DartNets Lab, where researchers developed a motion-capture textile capable of reconstructing elbow joint angles with a median error of just 9.69º. The project, led by Associate Professor Xia Zhou and PhD student Qijia Shao, used affordable off-the-shelf materials, costing only about $50 – far cheaper than traditional rigid sensors. Tested with ten participants, the system showed promise for applications like athletic coaching and physical therapy. As Xia Zhou puts it:
We wear fabrics all the time, so they provide the perfect medium for continuous sensing.
This technology acts as a kind of performance dashboard, helping coaches identify signs of fatigue and prevent injuries before they occur.
Temperature-Regulating Materials
Smart textiles also feature shape-memory polymers and phase-change materials to help athletes stay comfortable, even in extreme conditions. These fabrics can absorb excess body heat during intense workouts and release it as the body cools, maintaining a balanced temperature against the skin.
More advanced options, like graphene and thermochromic textiles, actively manage temperature by changing color to indicate critical heat levels. This visual cue can alert coaches or medical staff to potential overheating. Unlike traditional moisture-wicking fabrics, these materials adapt dynamically to environmental conditions, offering cooling relief in the heat or insulation during cold-weather games.
Recycled and Biodegradable Materials
While temperature-regulating fabrics improve comfort and performance, sustainable fibers tackle environmental concerns. These eco-conscious materials are now a key feature of smart fabrics. For example, recycled polyester (rPET) repurposes waste that would otherwise end up in landfills. Similarly, Lyocell, a fiber made from wood pulp, uses far less water than conventional cotton.
Another innovation is mycelium leather, grown from mushrooms. This material eliminates cutting waste entirely by growing sheets to precise sizes. The market for mycelium leather is expected to reach $336 million by 2033. Additionally, self-healing textiles, which use microencapsulated agents to repair up to 70% of damage, extend the lifespan of garments and reduce the need for frequent replacements. These advancements not only meet stricter environmental standards but also maintain the performance features athletes rely on.
Smart Fabric Trends in 2026 for Team Apparel
The smart textiles market is expected to hit $9.61 billion by 2026, growing at an impressive annual rate of 28.9%. This surge highlights the evolution of fabrics from simple sensing capabilities to what experts are calling "Ultra Smart" systems – textiles that actively respond and adapt to an athlete’s real-time needs. For team uniforms, this means going beyond moisture-wicking or compression to include innovations that transform performance and comfort.
Color-Changing and Heat-Responsive Textiles
Imagine team jerseys that shift colors or adjust breathability on their own. Using electroactive polymers, these fabrics can change colors with a mere 5-volt input, offering visual alerts for UV exposure or signaling when airflow adjustments are needed. Meanwhile, phase-change materials (PCMs) infused with graphene regulate body temperature by absorbing excess heat during intense activity and releasing it as the body cools. These materials can maintain skin temperatures between 82°F and 90°F, adjusting insulation levels by as much as 40%.
As Michael Chang puts it:
"By 2026, smart fabrics with embedded sensors and adaptive temperature regulation will dominate sports apparel, enabling real-time performance tracking and personalized comfort."
Energy-Harvesting Fabrics
Uniforms are also becoming self-sustaining power sources. Piezoelectric yarns generate up to 3 volts from vibrations as athletes sprint, while thermoelectric fibers convert body heat into energy, producing around 2.5 mW/cm². This energy powers sensors that track up to seven vital signs simultaneously, all processed locally through edge-computing chips. This approach helps address privacy concerns, which have hindered 62% of smart textile adoption.
Touch-Sensitive Materials with Haptic Feedback
Compression gear now incorporates haptic feedback systems, offering real-time tactile cues during games and training. For example, these fabrics can vibrate to alert athletes when hydration levels drop below 2% of body weight, a critical threshold for performance. Coaches can also send form correction signals or pacing reminders directly through the uniform. In noisy environments, touch-sensitive materials enable nonverbal communication, while biomechanical sensors sampling at 250Hz capture muscle activity with lab-level precision.
| Sensor Type | Accuracy | Battery Life | Primary Use Case |
|---|---|---|---|
| ECG Electrodes | 92% | 48 hours | Real-time heart rate monitoring |
| IMU Motion | 95% | 72 hours | Gait and motion analysis |
| Hydration | 88% | 24 hours | Dehydration alerts |
This table highlights the accuracy and functionality of various sensors integrated into modern smart fabrics.
Performance and Environmental Benefits of Smart Fabrics
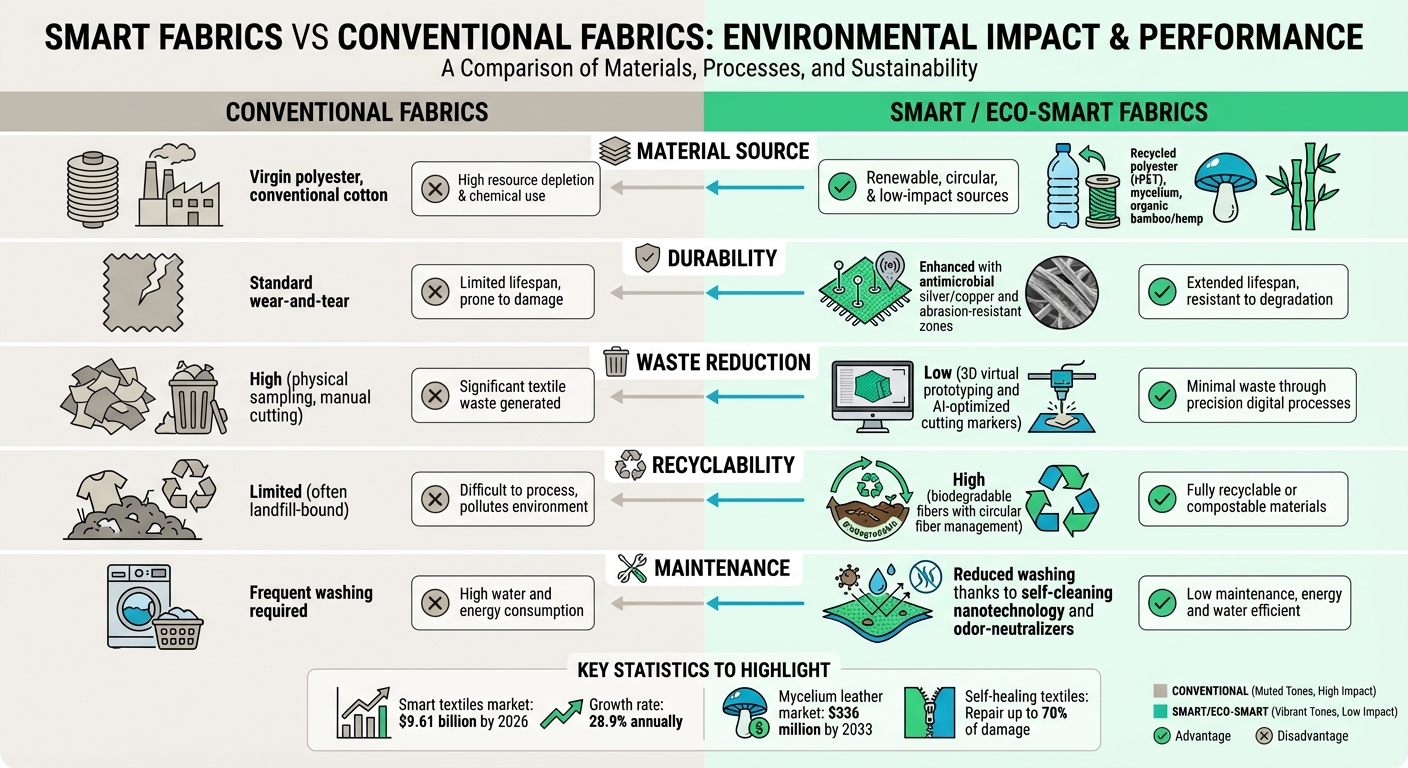
Smart Fabrics vs Conventional Fabrics: Environmental Impact and Performance Comparison
Environmental Impact Comparison
Smart fabrics offer a noticeable reduction in environmental impact. For example, recycled polyester (rPET) repurposes plastic waste while using less energy compared to producing virgin synthetic materials. Biofabricated materials like mycelium leather eliminate cutting waste during production, and self-cleaning nanotechnology reduces the need for frequent laundering, saving both water and energy.
To highlight these advantages, let’s compare conventional fabrics with smart or eco-smart alternatives:
| Metric | Conventional Fabrics | Smart/Eco-Smart Fabrics |
|---|---|---|
| Material Source | Virgin polyester, conventional cotton | Recycled polyester (rPET), mycelium, organic bamboo/hemp |
| Durability | Standard wear-and-tear | Enhanced with antimicrobial silver/copper and abrasion-resistant zones |
| Waste Reduction | High (physical sampling, manual cutting) | Low (3D virtual prototyping and AI-optimized cutting markers) |
| Recyclability | Limited (often landfill-bound) | High (biodegradable fibers with circular fiber management) |
| Maintenance | Frequent washing required | Reduced washing thanks to self-cleaning nanotechnology and odor-neutralizers |
Innovative production methods like dope-dyeing and waterless dyeing also drastically cut water consumption and limit chemical runoff compared to traditional approaches. Antimicrobial treatments using silver or copper help control odor-causing bacteria, extending the lifespan of fabrics and reducing the need for frequent washes.
Performance Improvements for Athletes
In addition to environmental benefits, smart fabrics enhance athletic performance by integrating advanced sensor technology and adaptable material properties.
These fabrics are equipped with sensors that track key metrics like heart rate, body temperature, muscle exertion, and breathing patterns. Phase-change materials offer dynamic insulation, while specialized knit designs provide graduated compression to stabilize muscles and support recovery.
Here’s how smart fabrics are tailored to specific sports:
| Sport | Key Performance Features | Smart Fabric Application |
|---|---|---|
| Basketball | Vertical play support, jersey-grab prevention | Lightweight mesh with vented side panels and reinforced hems |
| Soccer/Running | Endurance and gait monitoring | Integrated sensors for tracking heart rate, breathing, and hydration |
| Baseball/Softball | Throwing mechanics, sliding protection | Articulated sleeves with abrasion-resistant zones |
| Golf | Swing precision | Pressure sensors to analyze weight distribution and form |
For example, basketball uniforms use lightweight mesh and vented panels to prevent jersey grabbing, enhancing movement on the court. Soccer and running gear incorporate sensors to monitor endurance and hydration in real time. Meanwhile, baseball and softball apparel includes abrasion-resistant zones to protect players during slides, and golf attire features pressure sensors to refine swing techniques.
Smart fabrics also provide real-time feedback on muscle movement and gait, helping athletes correct their form and reduce the risk of injuries. With 4-way stretch construction, these fabrics ensure unrestricted motion and retain their shape during intense activity, all while maintaining the precision needed for biometric tracking.
These innovations not only improve sustainability but also redefine performance in custom team apparel, making smart fabrics a game-changer for athletes and the environment alike.
How Wooter Apparel Uses Smart Fabrics in Custom Designs
Wooter Apparel employs full-sublimation technology to embed designs directly into the fabric fibers, rather than applying them as a surface layer. This ensures that colors stay vibrant and graphics remain intact without peeling, cracking, or fading – even after repeated use. Almost all orders rely on this method, which maintains breathability and ensures long-lasting design quality. This approach aligns with the broader movement toward fabrics that enhance both durability and performance.
The uniforms are crafted from dry-fit, moisture-wicking 100% polyester, designed to keep athletes cool and dry during intense activity. To meet the specific demands of various sports, Wooter Apparel thoughtfully combines materials, using interlock mesh for durability in the main body and Lycra around the neck and shoulders for added flexibility. The fabrics are tailored within a weight range of 140 to 280 GSM, allowing complete customization while maintaining high-performance standards.
This level of customization enables teams to create intricate designs that aren’t possible with standard, off-the-shelf uniforms. High-profile clients like Coca-Cola and events such as Floyd Mayweather‘s Celebrity Pro Bowl showcase the potential of this design and performance synergy. By blending functionality with aesthetics, these uniforms help teams perform at their best.
With a 4.9/5 star rating from 1,366 reviews and custom uniforms delivered to teams in over 25 countries, Wooter Apparel proves that performance and style can go hand in hand. Teams can access professional-grade jerseys starting at $13.99, with a turnaround time of just 2–4 weeks.
What’s Next for Smart Team Apparel
The next generation of smart team apparel is set to go beyond traditional fabrics, incorporating invisible conductive yarns that can monitor biometric data in real-time. These advanced fibers will track critical metrics like heart rate, muscle activity, breathing patterns, and hydration – all without the need for external devices or visible sensors.
But that’s not all. Energy-harvesting textiles are poised to revolutionize the field. Future uniforms will feature piezoelectric and photovoltaic fibers that generate electricity from body movement, breathing, or sunlight. This breakthrough could power embedded sensors directly, removing the need for charging and tackling two major challenges: battery life and washability.
AI-powered design tools are also reshaping how uniforms are made. Teams will use algorithms to analyze each player’s body measurements, their specific role on the field, and even local weather conditions. This data will guide the creation of custom fabric panels and designs tailored to every athlete. Digital twins and 3D virtual prototyping will replace physical samples, helping to cut waste and speed up production timelines. These advancements pave the way for exciting developments in sustainable materials as well.
Speaking of sustainability, biofabricated materials like mycelium leather are moving closer to mainstream use. These materials promise to reduce the frequency of washing while lowering environmental impact, all while maintaining durability. Experts agree that the integration of smart components is becoming a major selling point for brands.
However, challenges like standardization and data privacy remain critical. As uniforms start tracking sensitive metrics like stress levels and location, clear guidelines will be necessary to determine who owns the data and how it’s protected. To address washability concerns, modular designs with removable "smart pucks" are gaining traction. These detachable components complement the seamless sensor systems and offer practical solutions for cleaning and maintenance while the industry works on establishing universal data formats and communication protocols.
FAQs
How do smart uniforms track athletes without bulky devices?
Smart uniforms incorporate sensors directly into the fabric, creating a seamless blend of technology and wearability. These textiles track joint movement, muscle activity, and vital signs in real time. Designed with flexible, lightweight, and washable materials, they provide comfort and durability without relying on clunky external devices.
How do you safely wash smart-fabric team uniforms?
To keep smart-fabric team uniforms in good condition, always check for and follow the manufacturer’s care instructions. If those aren’t available, stick to cold water when washing to help preserve the fabric’s special features. Be sure not to leave damp uniforms sitting in bags or washing machines, as this can lead to odors or damage. Skip the dry cleaning entirely – it’s not suitable for these fabrics. Air drying is the safest option to prevent shrinkage or harm to logos. If you must use a dryer, stick to low heat settings to avoid any potential issues.
Who owns the biometric data collected by smart apparel?
In the United States, the ownership and use of biometric data collected by smart apparel are governed by privacy laws and regulations. For instance, the Federal Trade Commission (FTC) categorizes biometric data – like facial features, voice patterns, and fingerprints – as sensitive information. These guidelines stress the importance of responsible handling, robust security practices, and safeguarding consumer rights.