

Want team uniforms that look great without harming the planet? Low-impact dyeing methods are transforming how sports apparel is made, cutting water use by up to 95%, reducing carbon emissions by 40%, and slashing chemical waste. These modern techniques – like supercritical CO₂ dyeing, digital printing, and solution dyeing – deliver vibrant, long-lasting colors while addressing major environmental concerns tied to traditional dyeing.
Key Takeaways:
- Water Use: Traditional dyeing uses up to 200 liters of water per kilogram of fabric. Waterless methods, like CO₂ dyeing, use none.
- Energy Savings: Cold and waterless dyeing cut energy use by 50–85%.
- Durability: Colors stay bright even after 50+ washes, ensuring custom football uniforms last longer.
- Eco-Friendly Options: Techniques like solution dyeing and azo-free dyes eliminate harmful chemicals.
The bottom line: Switching to these methods not only reduces pollution but also ensures high-quality, durable team apparel. Learn how to choose the right fabrics, methods, and suppliers to make the switch.
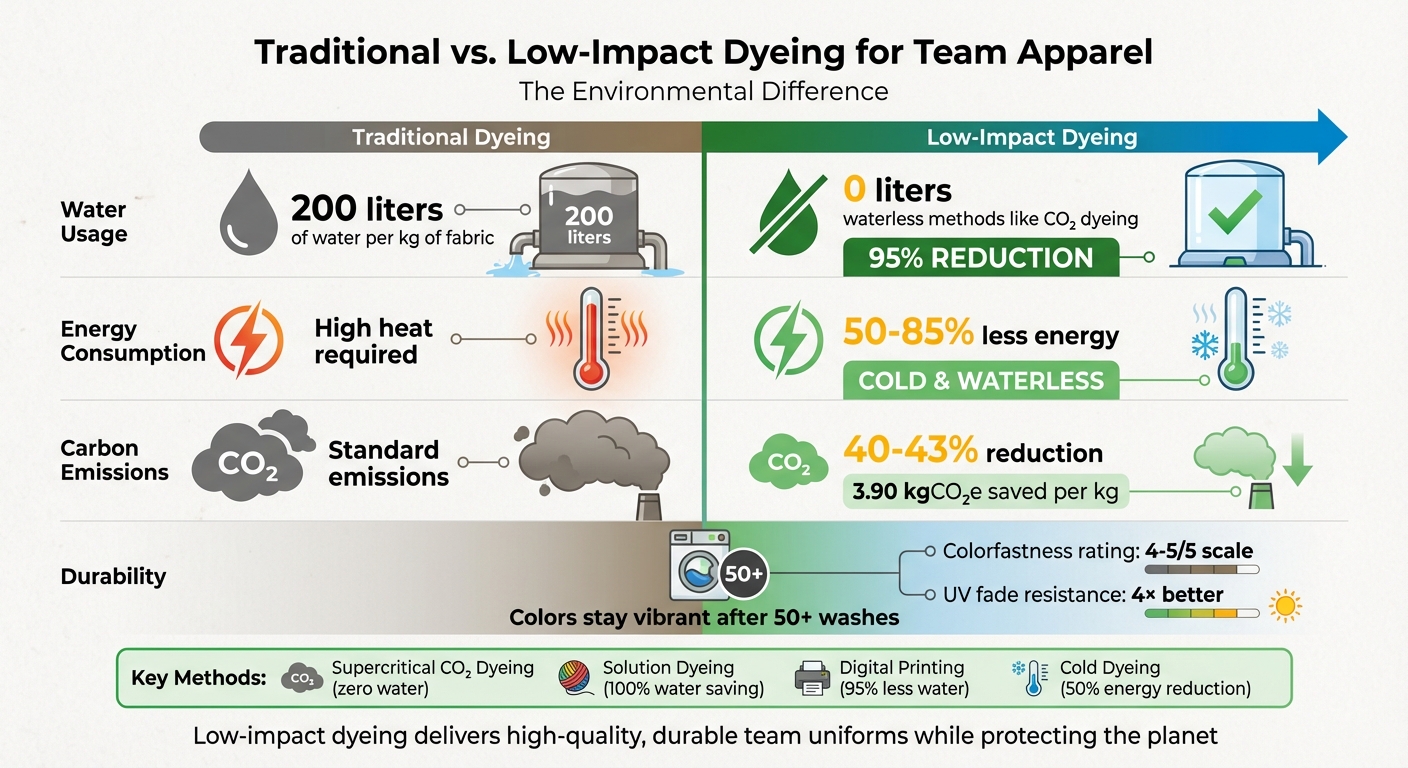
Low-Impact vs Traditional Dyeing: Environmental Impact Comparison
Low-Impact Dyeing Techniques
The production of team apparel is undergoing a transformation thanks to new dyeing methods that emphasize sustainability and performance. These approaches fall into three main categories: cold dyeing methods, waterless dyeing technologies, and natural or azo-free dyes.
Cold Dyeing Methods
Traditional dyeing methods often rely on heated water baths, which consume significant energy. Cold dyeing eliminates this need. For instance, cold batching in spray dyeing bonds dyes to fabric at room temperature. Digital spray dyeing takes it further by using high-precision nozzles to apply dye directly to the fabric, making it suitable for materials like polyester and cotton – the most commonly used fabrics in team uniforms. This "dye to shape" technique minimizes waste by dyeing only the necessary fabric. By skipping hot water baths, these methods can cut energy use by up to 50%.
Some techniques go even further by removing water from the equation entirely.
Waterless Dyeing Technologies
Waterless dyeing is a game-changer in the industry. One such method, supercritical CO₂ (scCO₂) dyeing, uses carbon dioxide in a supercritical state – where it behaves like both a liquid and a gas – to dissolve and evenly distribute dye within polyester fibers, all without using water. Companies like DyeCoo are leading this innovation, working with major global brands to achieve 98% dye absorption and zero wastewater. Another method, air dyeing, uses compressed air to transfer dye particles onto fabric surfaces without water or chemicals.
Another standout approach is solution dyeing (or dope dyeing), which incorporates pigments directly into polyester chips during the spinning stage. This ensures the color penetrates the fiber entirely, much like a "carrot" (colored throughout) versus a "radish" (color only on the surface). The e.dye® Waterless Color System in Kunshan, China, showcases this method, which has been adopted by multiple brands as of 2025. Solution dyeing not only saves 100% of the water typically used but also enhances UV fade resistance by four times and reduces CO₂ emissions by 43%.
| Dyeing Technique | Medium Used | Primary Benefit | Best For |
|---|---|---|---|
| Supercritical CO₂ | Pressurized CO₂ | Zero water; deep, even shades | High-quality polyester finishes |
| Air Dyeing | Compressed Air | Fast, energy-efficient, chemical-free | Bold, consistent patterns |
| Solution Dyeing | Integrated Pigments | 100% water saving; 4× UV resistance | Durable, recycled polyester |
These waterless methods are perfect for creating vibrant, durable team uniforms. But for those seeking non-synthetic options, natural dyes offer another path.
Natural and Azo-Free Dyes
For teams prioritizing non-toxic alternatives, natural and azo-free dyes are excellent choices. Plant-based dyes, applied using ultrasonic technology, bond directly to fibers without the need for chemical binders. This technique can also embed additional features, like antimicrobial properties or water-repellent finishes, into the fabric. While natural dyes have historically struggled with durability and color consistency for activewear, advancements in application methods are bridging this gap. Similarly, azo-free synthetic dyes eliminate harmful compounds while delivering vibrant, long-lasting colors.
With these innovations, teams can achieve bold, high-performing uniforms that align with modern sustainability goals.
sbb-itb-4d95ad3
Benefits of Low-Impact Dyeing for Team Apparel
Switching to low-impact dyeing methods offers sports teams a blend of sustainability and functionality. From reducing environmental strain to ensuring uniforms maintain their vibrant look over time, these techniques cater to both ecological concerns and the high-performance needs of athletes.
Reduced Environmental Impact
Low-impact dyeing significantly reduces the resources needed to create team uniforms. Solution dyeing, for instance, incorporates pigments directly into raw materials before they’re spun into yarn, completely eliminating water use during the dyeing process. Between 2016 and 2025, the e.dye® System in Kunshan, China, is projected to save 2,494 tCO₂e and 17,233 m³ of water.
This method also slashes carbon emissions. Compared to traditional water-based dyeing, solution dyeing cuts CO₂ emissions by about 43%, saving an average of 3.90 kgCO₂e per kilogram of production. Energy consumption drops by roughly 4% (0.38 MJ per kilogram), as manufacturers skip the energy-intensive heating processes used in conventional dyeing. Additionally, these techniques minimize chemical waste by addressing it at the source. Solution-dyed fabrics are also easier to recycle into new textiles since the color is embedded in the fiber itself. These eco-friendly practices not only benefit the planet but also enhance the durability of the final product.
Color Durability and Quality
When it comes to performance, low-impact dyeing ensures team colors remain bold and resilient. Fiber-reactive dyes create a chemical bond with the fabric, guaranteeing colors that resist fading from repeated washing or exposure to sunlight. Unlike surface-level traditional dyes, solution dyeing integrates color throughout the fiber, achieving a colorfastness rating of 4–5 on a 5-point scale.
This durability translates into real-world reliability. Digital sublimation prints, for example, can maintain their vibrancy for over five years of regular use without cracking, peeling, or fading. High-performance treatments withstand more than 50 washes while preserving the fabric’s softness, breathability, and stretch – qualities essential for athletes. In 2018, the Robintex Group in Bangladesh adopted cold pad-batch dyeing for cationic cotton, saving over 213 million liters of water while maintaining excellent color quality for knitwear. These benefits ensure teams can rely on their uniforms to perform under pressure while keeping their visual identity sharp.
Supporting Team Identity
Low-impact dyeing doesn’t just help the environment – it also strengthens team identity. These sustainable techniques allow teams to showcase their values while presenting a polished and professional appearance. Digital dye sublimation stands out for producing rich, vibrant prints ideal for custom soccer jerseys with unique logos and designs. It also supports on-demand production, reducing waste by allowing precise, small-batch orders. Heat fixation methods further streamline the process by eliminating the need for water-heavy post-processing steps like steaming and washing. Quick drying times and reduced wrinkling ensure pro football jerseys and other uniforms always look game-ready.
Modern eco-friendly inks, made from water- and plant-based formulas, are free of harmful substances like heavy metals and azo compounds. This not only reduces production risks but also minimizes the chance of skin irritation for players. Together, these innovations ensure that team colors remain bright and enduring while promoting a commitment to sustainability. By aligning with these methods, companies like Wooter Apparel combine high-performance gear with environmental responsibility, helping teams look and feel their best every season.
How to Implement Low-Impact Dyeing
Switching to low-impact dyeing for team apparel involves thoughtful planning around fabric choices, order sizes, and working with the right suppliers. The key is finding a way to meet environmental goals while considering practical factors like production timelines, minimum order requirements, and maintaining product quality.
Choosing Compatible Fabrics
The type of fabric you choose determines which dyeing method will work best.
- Synthetic fabrics like polyester and nylon are ideal for solution dyeing and digital sublimation. In solution dyeing, pigments are added directly to the liquid polymer before the fibers are formed, making the color a permanent part of the material. This method offers excellent color durability and uses less than 1 liter of water per kilogram of fabric.
- Cotton and cellulosic fabrics work well with reactive dyes, which chemically bond with the fibers to create vibrant, long-lasting colors. A standout option for cotton is cold pad-batch (CPB) dyeing, which doesn’t require heat or salt, making it a more eco-friendly process.
Matching the dyeing method to the fabric is crucial: reactive dyes for cotton, solution dyeing for synthetics, and digital printing for intricate designs or logos. Digital printing, in particular, uses 95% less water than traditional dyeing methods, making it a strong choice for custom designs.
Once you’ve selected the right fabrics, the next step is to align production methods with your order size.
Scaling for Team Orders
After choosing the right fabrics, consider your order size to identify the most efficient dyeing method.
- Digital printing is a cost-effective option for smaller orders, especially those under 500 units. It avoids the high setup costs and minimum order requirements associated with traditional or solution dyeing.
- For larger orders, solution dyeing is ideal for creating core team colors like black or navy. Companies like Wooter Apparel tackle high minimum order quantities (MOQs) by focusing on these core colors, which are used consistently across seasons. This strategy reduces waste from leftover materials while meeting supplier requirements.
Keep in mind that solution dyeing requires longer lead times, as colors are locked in during the fiber production stage. Before moving to mass production, conduct lab tests and colorfastness checks to ensure the dyes and performance finishes meet your team’s standards. High-quality finishes, designed to last through 50+ washes, maintain the softness, breathability, and stretch athletes demand. These finishes – such as anti-odor, quick-dry, and UV protection – can add 5–15% to the overall garment cost.
Certifications and Supplier Partnerships
To ensure sustainable practices, work with certified dyeing facilities. Certifications provide transparency and help you verify that your apparel meets safety and environmental standards.
- OEKO-TEX certifies that textiles are free from harmful substances, ensuring they’re safe for players’ skin.
- GOTS (Global Organic Textile Standard) covers the entire production process for organic fibers, from harvesting to manufacturing.
- ZDHC MRSL certification ensures that toxic chemicals are excluded from the production process.
- Bluesign certification evaluates the entire supply chain for sustainability, including water use, air emissions, and worker safety.
For example, the Noyon Lanka facility in Sri Lanka developed the "Planetones" dye system for nylon lace, saving up to 30% water and reducing energy use by 15%, all while meeting ZDHC MRSL Level 1 and OEKO-TEX standards.
To maintain accountability, use supplier scorecards to track compliance and sustainability efforts. Always verify claims through third-party testing rather than relying solely on supplier statements. Partnering with manufacturers like Wooter Apparel, who emphasize sustainable production, ensures that your team uniforms meet environmental goals without compromising on durability or performance.
| Certification | What It Verifies | Best For |
|---|---|---|
| OEKO-TEX | Free from harmful substances | Player safety and skin comfort |
| GOTS | Organic fiber production | Organic cotton uniforms |
| ZDHC MRSL | Restricted chemical use | Safe manufacturing practices |
| Bluesign | Sustainable supply chain | Comprehensive environmental compliance |
Conclusion
Low-impact dyeing is changing the game for team apparel production by slashing water usage by as much as 70–95% and cutting energy consumption by 60–85%. On top of that, it eliminates heavy metals and harmful chemicals typically used in traditional dyeing methods, all while delivering vibrant, durable colors.
Big-name athletic brands have already shown that this approach works on a large scale. Take one leading brand as an example – they’ve adopted supercritical CO₂ dyeing for their footwear and apparel lines. This process completely removes water from dyeing operations and reduces their carbon footprint by 40%. Best of all, this technology is becoming more accessible, making it a practical choice for team orders, no matter the size. These success stories highlight just how effective low-impact dyeing can be across different production scales.
The secret to making it work? Choosing the right technique for your fabric and order size. Solution dyeing is perfect for bulk orders of staple team colors, cold dyeing helps retain moisture-wicking properties for activewear, and azo-free dyes ensure consistent colors without the use of harmful chemicals.
Partnering with certified suppliers is another essential step. Certifications like OEKO-TEX and GOTS guarantee sustainable practices while meeting performance standards. Companies like Wooter Apparel combine these eco-friendly methods with fully sublimated, custom designs that enhance both performance and style.
Opting for low-impact dyeing isn’t just about sustainability – it’s about creating uniforms that perform better, last longer, and make a positive impact. It’s a win for your team, your budget, and the planet.
FAQs
Which low-impact dyeing method fits my fabric?
The most suitable low-impact dyeing method depends on the type of fabric you’re working with. For polyester, sublimation printing stands out. This technique uses heat to infuse dye directly into the fibers, eliminating water usage and cutting down on waste. When it comes to natural or blended fabrics, dope dyeing is a great choice. This method incorporates color during the fiber production process, resulting in fade-resistant, long-lasting hues while keeping the process environmentally friendly. Both approaches dramatically reduce water consumption and waste compared to traditional dyeing methods.
How do I choose a method for my order size?
When choosing between printing methods, think about your production scale, design details, and budget. Sublimation printing is a great choice for small runs or complex, multi-color designs. It delivers vibrant, long-lasting results and uses less water during production. On the other hand, screen printing can be more economical for larger orders with simpler designs. Sublimation works particularly well for intricate patterns on polyester fabrics, while screen printing is better suited for bulk orders with limited colors and works on a variety of materials. Weigh your design goals, fabric type, and environmental impact to make the best decision.
What certifications should my supplier have?
Certifications are a crucial way to ensure your supplier adheres to responsible manufacturing practices, safety protocols, and environmentally conscious processes. Look for certifications like bluesign®, which focuses on safer chemical use, eco-conscious production methods, and worker safety. Another strong option is OEKO-TEX® STeP, which addresses both social and environmental standards. These certifications help confirm that your team apparel is produced using sustainable practices, such as water-efficient dyeing techniques, while meeting rigorous safety and environmental criteria.